In the era of the global circular economy, Chengdu AgBio Energy Co., Ltd. stands as a beacon of innovation in the field of Compost Quality Improvement Technology. Established in 2013 and headquartered in the industrial hub of Chengdu, Sichuan, we have spent over a decade perfecting the science of converting organic liabilities into high-value biological assets.
As a leading manufacturer and exporter, our 16,000-square-meter state-of-the-art facility is equipped with the latest in CNC machining and robotic welding, ensuring that every aerobic fermentation machine and manure management system meets rigorous international standards. With a dedicated team of 230+ professionals, including environmental engineers and biotechnologists, we don't just sell machines; we provide comprehensive nutrient recovery solutions.
Modern composting is no longer a "guesswork" process. We integrate real-time sensors for temperature, moisture, and O2 levels, allowing for remote monitoring via cloud platforms to ensure optimal microbial activity.
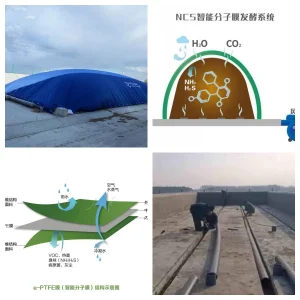
Urban-proximate facilities demand zero-nuisance operations. Our "Deodorizing Type in-Vessel" systems utilize bio-filtration and advanced scrubbing technology to eliminate ammonia and hydrogen sulfide emissions.
By preventing methane emissions from landfills through aerobic processing, our technology helps enterprises qualify for carbon credits and meet ESG (Environmental, Social, and Governance) targets.
Compost quality improvement isn't a one-size-fits-all approach. AgBio Energy tailors technology routes based on the specific feedstock and regional requirements:
Focuses on C:N ratio balancing for straw and livestock manure (poultry, pig, cattle), utilizing Crawl-type Turners and Membrane-covered Aerobic Systems for large-scale fertilizer production.
Utilizes Horizontal Composting Machines and In-Vessel Fermenters to handle high-moisture, high-salt food waste, converting it into soil conditioners in as little as 24-48 hours.
Engineered solutions for food processing plants and slaughterhouses, emphasizing pathogen destruction and moisture reduction through high-temperature thermophilic fermentation.


Navigating the environmental regulations of different countries requires a partner with deep expertise. AgBio Energy provides:
Advanced sorting and shredding to increase surface area and remove non-organics.
Utilizing high-efficiency microbial inoculants and forced-air aeration.
Monitoring humification indices to ensure the product is "mature" and non-phytotoxic.
Future systems will utilize AI to predict compost quality based on feedstock input variations.

Raw organic waste is often acidic, carries pathogens, and has a high moisture content. Without Quality Improvement Technology, the resulting "compost" can actually harm crops through nitrogen immobilization or anaerobic pocketing. Our technology ensures:
Maintaining temperatures above 55°C (131°F) for extended periods to kill E. coli, Salmonella, and weed seeds, meeting US EPA Class A bio-solid standards.
Our integrated drying systems reduce moisture from 80% to 30%, making the final product easier to pelletize, transport, and store.
Advanced aeration control prevents excessive ammonia volatilization, keeping the nitrogen within the compost for better fertilizer value.