In the era of the Global Circular Economy, the paradigm of waste management has shifted from "disposal" to "resource recovery." Sustainable waste treatment systems are no longer a peripheral environmental concern but a core strategic asset for ESG-compliant enterprises. As global urbanization intensifies and agricultural footprints expand, the demand for sophisticated, large-scale waste-to-resource technologies has reached an unprecedented peak.
Chengdu AgBio Energy Co., Ltd., a vanguard in the field since 2013, has pioneered the integration of biological fermentation with mechanical engineering. With a 16,000-square-meter state-of-the-art facility in Sichuan, China, we are redefining how organic waste, municipal solids, and industrial effluents are managed. Our approach leverages thermophilic microbial activity and automated oxygen-supply kinetics to reduce processing time by 60% compared to traditional windrow composting.
International regulations are mandating a 50% reduction in methane emissions from landfills by 2030. Our systems provide a direct path to carbon credits through aerobic stabilization.
Utilizing proprietary microbial inoculants that thrive in high-temperature environments, ensuring complete pathogen destruction and nutrient retention.
Smart sensors monitor moisture, temperature, and CO2 levels in real-time, optimizing the fermentation cycle for maximum fertilizer quality.
The "China Factory 4.0" model is not just about automation; it is about Supply Chain Synergy. Chengdu AgBio Energy Co., Ltd. utilizes a vertically integrated manufacturing process. From raw steel fabrication to the precision assembly of PLC control systems, every step is performed in-house. This ensures that our 230+ employees can maintain rigorous quality control across 16,000m² of production space.
For global procurement officers, this translates to:

Sustainable waste management has moved from a regulatory burden to a profit center. Global enterprises in the food processing, hospitality, and agricultural sectors are seeking "Turnkey Solutions" that minimize capital expenditure while maximizing resource output.
Hotels and malls require compact, odor-free onsite food waste composters to reduce haulage costs and meet zero-waste-to-landfill goals.
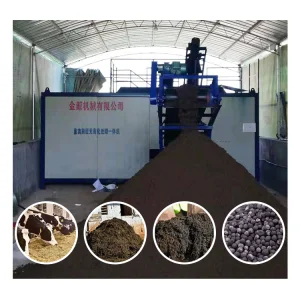
Large-scale poultry and livestock farms utilize our aerobic fermentation tanks to convert manure into high-grade organic fertilizer in under 7 days.
City waste sorting plants leverage our 300-ton sorting machines to divert recyclables and bio-waste from the landfill stream effectively.






Our equipment is engineered for diverse climates—from the humid tropical conditions of Southeast Asia to the arid regions of the Middle East. Each unit is built with SUS304/316 Stainless Steel or specialized coatings to resist the corrosive nature of organic acids and high moisture content, ensuring a service life of 15+ years.
In a technical context, Information Gain refers to the value-added data provided by IoT-integrated systems. Our machines don't just process waste; they provide analytics on waste composition, energy consumption, and carbon sequestration metrics, allowing companies to report accurate ESG data to stakeholders.
We uphold Experience through a decade of field deployments, Expertise via our R&D team of environmental engineers, Authoritativeness as a leading Sichuan-based exporter, and Trustworthiness through transparent manufacturing and international certifications.
Yes, our BFTR (Bio-Film Tower Reactor) Integrated Wastewater Systems are specifically designed for the high-load biological requirements of medical facilities, ensuring effluent meets the strictest environmental discharge standards.
Our automated systems require minimal manual intervention. We recommend a semi-annual inspection of the aeration and mixing components, which are designed with modularity for easy parts replacement without halting the entire process.