In the era of rapid urbanization and environmental consciousness, the global organic waste crisis has reached a tipping point. Composting automation technology is no longer a luxury for sustainability-focused brands; it is a critical industrial requirement for municipal efficiency and agricultural viability. Modern "In-Vessel" and "Automated Fermentation" technologies have redefined the speed at which nitrogen, phosphorus, and potassium can be recovered from biological waste.
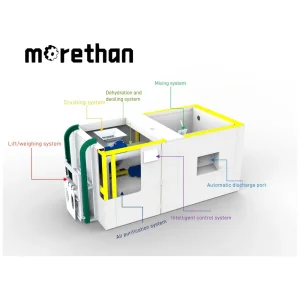
Traditional composting methods often suffer from high labor costs, inconsistent product quality, and environmental leakage (leachate and odors). The shift toward Composting Automation Technology addresses these pain points through precise control over the four critical variables of aerobic fermentation: Temperature, Moisture, Oxygen, and C/N Ratio. As a premier manufacturer, Chengdu AgBio Energy Co., Ltd. integrates IoT sensors and AI algorithms to ensure that the thermophilic phase is optimized for maximum pathogen destruction and nutrient retention.
Transforming food and animal waste into high-grade organic fertilizer pellets, closing the nutrient loop.
Automated systems reduce operational labor by up to 75% compared to traditional windrow methods.
Meet international carbon neutrality targets by eliminating landfill methane emissions.
China has emerged as the global epicenter for environmental engineering due to its unique combination of massive domestic demand and a highly integrated industrial supply chain. Factories like AgBio Energy leverage this ecosystem to provide "Information Gain" and competitive technical edges that Western manufacturers often struggle to match at scale.
| Feature | AgBio Energy (China Factory) | Traditional Global Suppliers |
|---|---|---|
| Supply Chain Integration | Direct access to raw stainless steel & industrial IoT components within a 100-mile radius. | Relies on global parts imports, increasing lead times. |
| Customization Speed | OEM/ODM rapid prototyping within 3-4 weeks. | Rigid product lines with long engineering lead times. |
| Technical Agility | AI-integrated sensing and mobile app monitoring as standard features. | Basic PLC controls with high-cost add-ons for smart features. |
| Cost Performance | 30-50% more cost-effective for large-scale municipal projects. | Premium pricing with high overhead costs. |
Chengdu AgBio Energy Co., Ltd. is a professional manufacturer specializing in organic waste composting equipment, food waste recycling systems, and sustainable waste treatment solutions. Established in 2013 and headquartered in Chengdu, Sichuan Province, China, the company is dedicated to helping businesses, agricultural operations, municipalities, and environmental service providers transform organic waste into valuable resources. With a modern manufacturing facility covering more than 16,000 square meters and a team of over 230 employees, AgBio Energy delivers efficient and environmentally responsible waste management technologies to customers around the world.
The company's product portfolio includes organic waste composting machines, food waste treatment systems, aerobic fermentation equipment, agricultural waste recycling solutions, manure composting systems, organic fertilizer production lines, municipal bio-waste treatment equipment, and intelligent composting management systems. These solutions are widely used in farms, food processing facilities, restaurants, hotels, commercial waste treatment centers, agricultural cooperatives, and municipal environmental projects.







AgBio Energy integrates engineering expertise, process optimization, and advanced manufacturing technologies to develop reliable composting and organic waste recycling systems. The company operates modern production workshops, assembly lines, and testing facilities to ensure product quality, operational efficiency, and long-term reliability. Strict quality management procedures are implemented throughout product development, manufacturing, installation, and customer support processes.
Committed to innovation, sustainability, and resource recovery, Chengdu AgBio Energy Co., Ltd. continues to support global efforts toward circular economy development, landfill reduction, and environmentally responsible organic waste management through advanced composting and recycling technologies.
Integration of NIR (Near-Infrared) sensors for moisture profiling.
Containerized solutions for remote agricultural sites.
Blockchain-based verification of methane reduction for carbon markets.
Advanced bio-scrubbers and plasma ionization technology integration.
Large-scale manure processing for industrial chicken and pig farms. Our automated fermentation trough systems turn raw manure into odorless bio-fertilizer in under 15 days, preventing groundwater contamination.
In-vessel tunnel composting for cities. We handle "brown" and "green" waste from residential areas, reducing municipal disposal fees and landfill dependence.
Compact kitchen waste disposers for hotels, universities, and food processing plants. Real-time grinding and rapid degradation turn kitchen scraps into fertilizer on-site.
For global procurement directors in Australia, the USA, Canada, and Europe, the reliability of the supply chain is paramount. Chengdu AgBio Energy offers a seamless international experience, including: